下载目录
首页
产品中心
闸阀铸件
截止阀铸件
止回阀铸件
球阀铸件
旋塞阀铸件
其他阀门铸件
阀门配件
关于我们
常见问题
铸检无忧
砂型铸造
铸件无损检测
生产设备
行业应用
新闻动态
公司新闻
行业动态
产品知识
联系我们
首页
产品中心
闸阀铸件
截止阀铸件
止回阀铸件
球阀铸件
旋塞阀铸件
其他阀门铸件
阀门配件
关于我们
常见问题
铸检无忧
砂型铸造
铸件无损检测
生产设备
行业应用
新闻动态
公司新闻
行业动态
产品知识
联系我们
砂型铸造
当前位置:
首页
>
砂型铸造
什么是砂型铸造?
砂型铸造是一种通过砂质模具成型金属件的通用工艺,广泛应用于阀门等工业零部件的制造。该工艺采用特制砂料制作一次性铸型,可适配不锈钢、碳钢及合金钢等多种金属材料,兼具生产灵活性与成本优势。我们提供从原型开发到批量生产的全流程铸造解决方案,确保产品质量与经济效益的最佳平衡。
与我们联系
砂型铸造的
工作原理
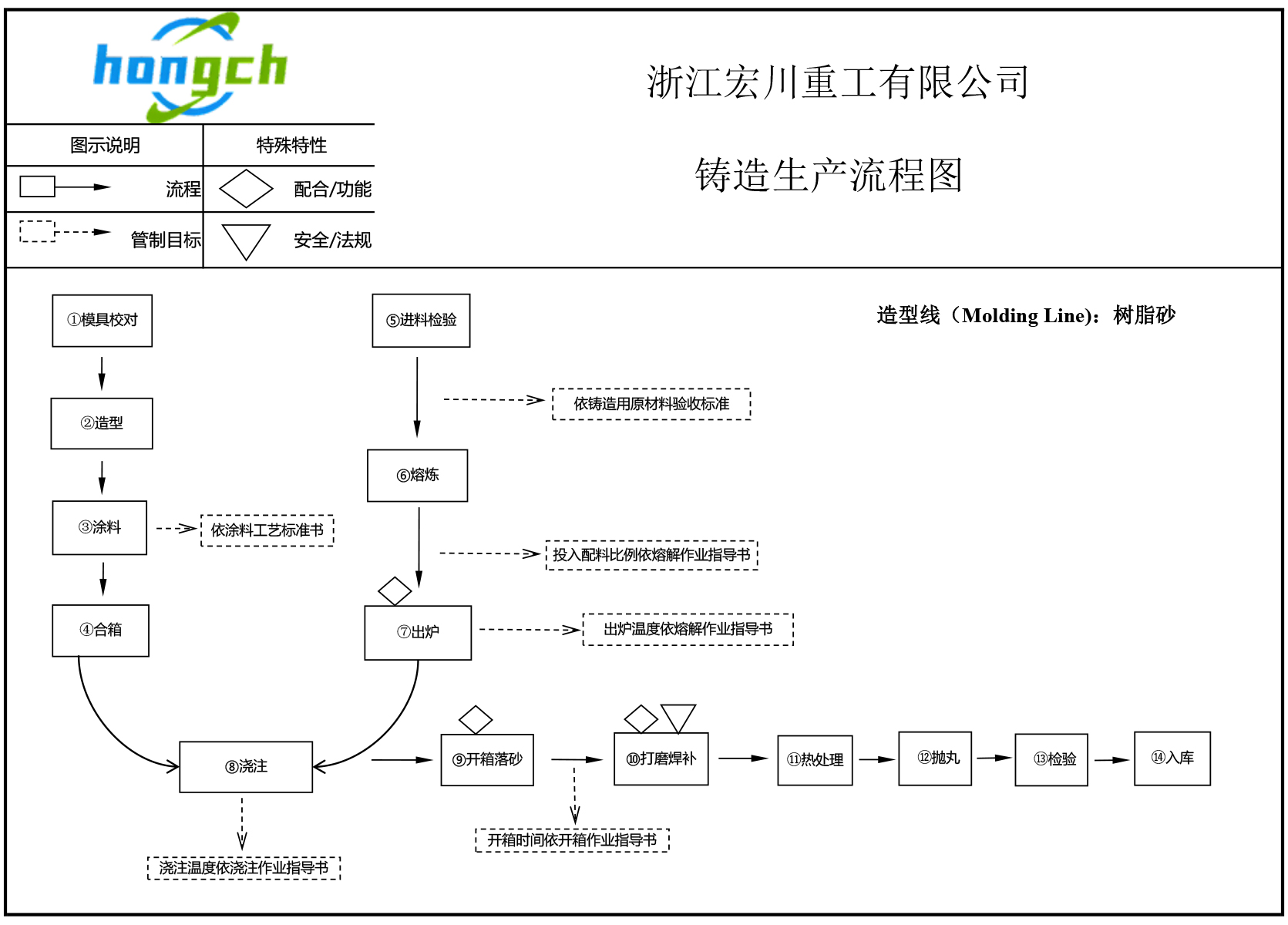
砂型铸造是一个涉及多个简单步骤的详细过程,每个步骤都很容易理解和掌握。然而,为了确保高质量的铸件,从混砂到成品的每个阶段都需要精确执行。
下图概括了一般流程:
砂型铸造
如何工作?
砂型铸造是一个复杂的工艺过程,涉及几个简单的步骤,每个步骤都易于理解和掌握。然而,为了确保铸件的高质量,从混砂到成品,每个阶段都需要精确执行。下图总结了一般的铸造流程:
下图概括了大致的流程:
01
模具校对
02
造型
03
涂料
04
合箱
05
进料检验
06
熔炼
07
出炉
08
浇注
09
开箱落砂
10
打磨焊补
11
热处理
12
抛丸
13
无损检测
14
入库
模具校对是通过外观检查、尺寸测量来确保模具质量的关键步骤,它能有效预防铸件缺陷,保证产品尺寸精度。
模具校对是通过外观检查、尺寸测量来确保模具质量的关键步骤,它能有效预防铸件缺陷,保证产品尺寸精度。
模具校对是通过外观检查、尺寸测量来确保模具质量的关键步骤,它能有效预防铸件缺陷,保证产品尺寸精度。
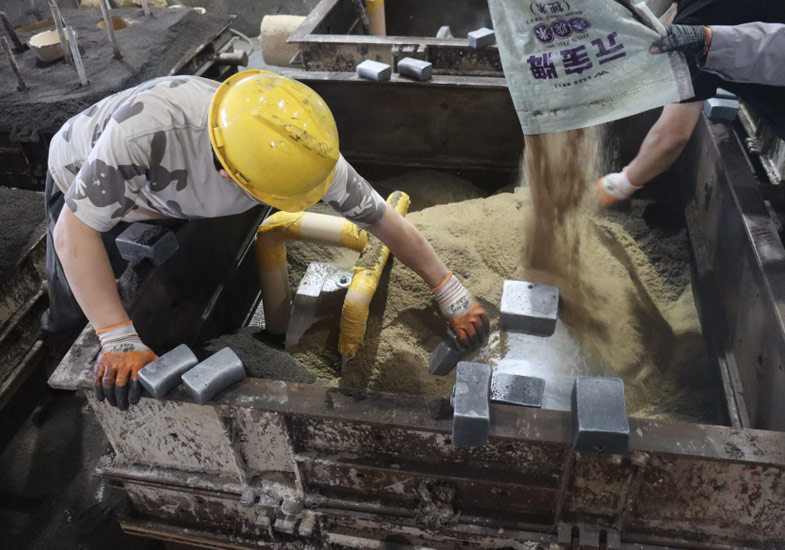
是铸造过程中的一个核心环节,它涵盖了造型(通过型砂塑造铸件的型腔)、制芯(构建铸件的内部结构)。手工造型:填砂、紧实性和起模由人工完成。
是铸造过程中的一个核心环节,它涵盖了造型(通过型砂塑造铸件的型腔)、制芯(构建铸件的内部结构)。手工造型:填砂、紧实性和起模由人工完成。
是铸造过程中的一个核心环节,它涵盖了造型(通过型砂塑造铸件的型腔)、制芯(构建铸件的内部结构)。手工造型:填砂、紧实性和起模由人工完成。
涂料是涂覆在砂型表面的耐火浆料,其波美度(通常控制在70-85 Bé)直接影响涂挂性能,必须通过专业喷涂或刷涂工艺确保涂层均匀覆盖,避免流挂或堆积,从而有效防止铸件粘砂缺陷,提高表面质量。
涂料是涂覆在砂型表面的耐火浆料,其波美度(通常控制在70-85 Bé)直接影响涂挂性能,必须通过专业喷涂或刷涂工艺确保涂层均匀覆盖,避免流挂或堆积,从而有效防止铸件粘砂缺陷,提高表面质量。
涂料是涂覆在砂型表面的耐火浆料,其波美度(通常控制在70-85 Bé)直接影响涂挂性能,必须通过专业喷涂或刷涂工艺确保涂层均匀覆盖,避免流挂或堆积,从而有效防止铸件粘砂缺陷,提高表面质量。
合箱前需全面检查砂芯与砂型,确保砂芯烘干充分、通气道畅通,不合格品须返修或报废;按顺序下芯,严格校验铸件壁厚、砂芯固定、排气及接缝填补是否符合规范;仔细清除型内散砂,在分型面外围放置石棉绳或泥石条以确保密封性,防止金属液泄漏;合箱后使用压铁、卡子或螺栓紧固砂箱,并安装浇冒口,最终确认合箱质量后方可进行浇注。
指对废钢、纯铁、合金等熔炼原材料进行成分分析(如C、S、P含量)、清洁度(无油污镀层)和物理规格(尺寸、分类)的严格检查,确保其符合碳钢、不锈钢等不同材质的熔炼要求,避免有害元素污染和工艺异常,从源头保障铸件质量。
按照所需要的金属成份配好化学成份,选择合适的熔化炉熔化合金材料,形成合格的液态金属液,为后续的铸造工序奠定基础。
指将熔炼合格的金属液从炉内放出至浇包的关键工序,其核心要求包括:控制出炉温度、彻底扒除表面熔渣、对浇包充分预热(避免金属液温降过快),并通过炉前快速成分检测确保金属液符合化学成分规范,为后续浇注工序提供质量稳定的熔融金属。
将熔化的金属液体浇注入模型中,需严格遵循"慢-快-慢"原则,同时还需控制温度。
开箱是将浇注成形后的铸件及型砂从砂箱中分离出来,这一步骤通常在铸件冷却到一定程度(400-500℃以下)后进行,以避免铸件因温度过高而产生内应力或开裂。落砂是等铸件凝固冷却后,通过振动或机械冲击使铸件从型砂和砂箱中分离出来。清除铸件表面和内部的砂子,以确保后续的加工和使用质量。
开箱是将浇注成形后的铸件及型砂从砂箱中分离出来,这一步骤通常在铸件冷却到一定程度(400-500℃以下)后进行,以避免铸件因温度过高而产生内应力或开裂。落砂是等铸件凝固冷却后,通过振动或机械冲击使铸件从型砂和砂箱中分离出来。清除铸件表面和内部的砂子,以确保后续的加工和使用质量。
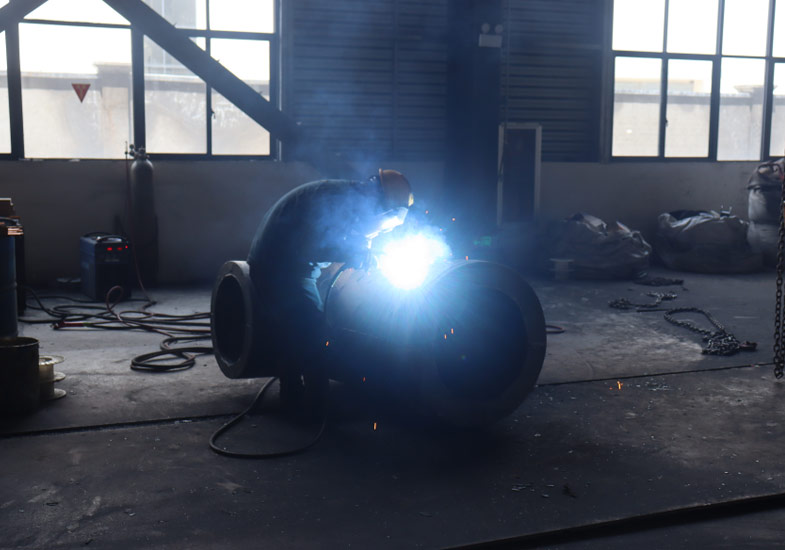
对铸件表面缺陷进行后处理,通过机械打磨去除多余材料,并采用焊接修补缺陷区域,最终使铸件达到尺寸精度和表面质量要求。
对铸件表面缺陷进行后处理,通过机械打磨去除多余材料,并采用焊接修补缺陷区域,最终使铸件达到尺寸精度和表面质量要求。
对铸件表面缺陷进行后处理,通过机械打磨去除多余材料,并采用焊接修补缺陷区域,最终使铸件达到尺寸精度和表面质量要求。
热处理是指通过可控加热、保温和冷却方式工艺改变铸件内部组织结构、改善机械性能,确保铸件材料符合要求。
热处理是指通过可控加热、保温和冷却方式工艺改变铸件内部组织结构、改善机械性能,确保铸件材料符合要求。
热处理是指通过可控加热、保温和冷却方式工艺改变铸件内部组织结构、改善机械性能,确保铸件材料符合要求。
抛丸是利用高速弹丸(钢丸)冲击铸件表面的清理强化工艺。通过去除氧化皮、粘砂并形成均匀压应力层,显著提高铸件表面质量。
抛丸是利用高速弹丸(钢丸)冲击铸件表面的清理强化工艺。通过去除氧化皮、粘砂并形成均匀压应力层,显著提高铸件表面质量。
抛丸是利用高速弹丸(钢丸)冲击铸件表面的清理强化工艺。通过去除氧化皮、粘砂并形成均匀压应力层,显著提高铸件表面质量。
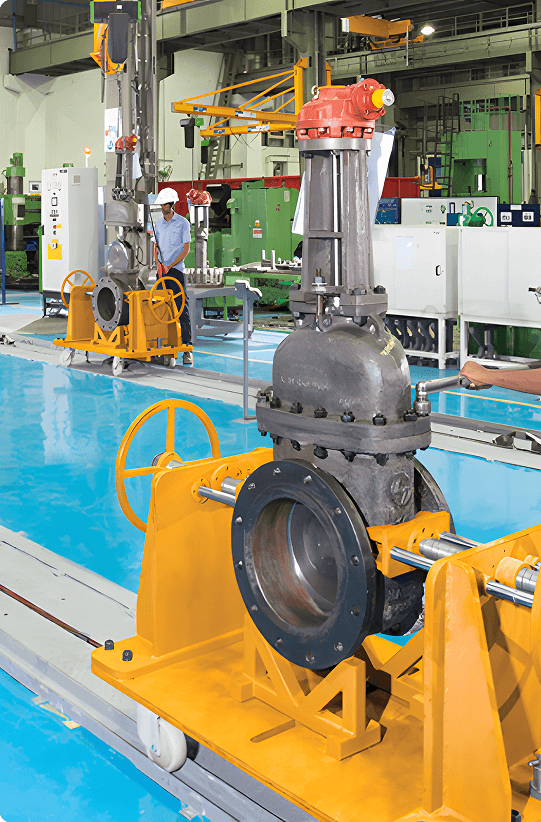
铸件无损探伤检测是在不破坏铸件结构和性能的前提下,利用物理方法检测铸件内部或表面缺陷的一种技术。通过磁粉探伤(MT)和渗透探伤(PT)检测表面缺陷(如裂纹、气孔),借助射线探伤(RT)和超声波探伤(UT)探查内部缺陷(如气孔、夹杂、缩松),从而确保铸件内外质量符合技术标准要求。
铸件无损探伤检测是在不破坏铸件结构和性能的前提下,利用物理方法检测铸件内部或表面缺陷的一种技术。通过磁粉探伤(MT)和渗透探伤(PT)检测表面缺陷(如裂纹、气孔),借助射线探伤(RT)和超声波探伤(UT)探查内部缺陷(如气孔、夹杂、缩松),从而确保铸件内外质量符合技术标准要求。
严格执行”先审核后入库“原则,以上所有工序审核通过后,符合要求的产品方可入库。
砂型铸造的优势
砂型铸造仍然是生产金属零件的一种具有成本效益的多功能方法,它兼顾了设计灵活性和材料适应性。
适用多种金属种类
设计灵活性
适合大型铸件
生产周期短
环保可持续
工具和设备成本较低
在进行砂型铸造时应考虑哪些因素?
在进行砂型铸造时,必须仔细考虑多种技术和操作因素,以确保产品质量、工艺效率和成本效益。以下是按工艺关键方面分类的主要考虑因素:
设计优化
材料匹配
工艺控制
工装与模具
缺陷防控
成本与效率
后处理要求
总结
砂型铸造仍然是生产金属零件的一种具有成本效益的多功能方法,它兼顾了设计灵活性和材料适应性。 虽然需要仔细的过程控制以尽量减少缺陷,但它的简单性和可扩展性使其成为小规模到大规模生产的理想选择。
期待您的消息!
我们的专业团队随时为您提供支持与帮助
联系我们
3986689471@qq.com
+86 13575678477
+86 13575678477
携手宏川
您可以把您的联系方式以及想要咨询的内容填写到下面的表格中提交给我们,我们工作人员会尽快与您取得联系,竭诚为您服务!
Please leave this field empty.
*姓名
*邮箱
*公司名:
职位 :
国家:
省份 :
邮政编码:
*手机号 :
*填写留言:
在此处拖放文件或选择文件:
Δ
X